

技术领域:
圆盘给料机蜗杆轴承安装装置设计及装配技术,本技术涉及圆盘给料机一种安装装置,具体属于一种用于圆盘给料机蜗杆轴承的安装装置,特别适用于现场空间受限,大型压力机无法使用条件下,实现轴承在现场装配的装置。

背景技术:
圆盘给料机是铁矿石混匀粉生产的主要设备之一。保障圆盘给料机正常运行,是混匀粉生产的重要前提。圆盘给料机的蜗杆轴承的一端安装的是调心滚子轴承和止推轴承,其中调心轴承内圈与蜗杆轴是过盈配合,外圈与轴承箱是过盈配合,因此无法采用热装。人们为避免轴承故障,影响生产,定期进行检修并采用大型压力机整体更换圆盘给料机。存在缺陷是由于空间受限,及外侧止推轴承和内侧调心轴承与蜗杆轴已胶合在一起,现场无法使用大型压力机,故采用破坏性拆除方式将轴承拆卸,并且检修工期至少需要3天时间才能完成,还需要人工将圆盘上方配料仓内存料约300吨的料进行移除,使劳动强度增大。
技术内容
本技术的目的在于克服给料机现有技术存在的不足,提供一种能在现场装配轴承,不需要用大型压力机整体拆卸圆盘给料机的用于圆盘给料机蜗杆轴承的安装装置。实现上述目的的技术措施:—种用于圆盘·给料机蜗杆轴承的安装装置,其主要由顶板、连接在顶板上的螺杆、设置在顶板上的液压机、与液压机连接的推动杆、与推动杆邻接的空心T形管件及空心T形管件上的轴承孔组成;在螺杆形成的空间内放置空心T形管件,推动杆顶住空心T形管件。
其特征在于:顶板上设有与螺杆个数相同的螺杆孔。
其特征在于:空心T形管件与蜗杆的直径为间隙配合。
其特征在于:螺杆在顶板上为均匀分布,其数量与圆盘给料机上的螺孔数量相匹配。
本技术的特点在于:能避免整体更换圆盘给料机及人工清理料仓上方约300吨积矿,结构简单,现场装配轴承仅需要6个小时,比圆盘给料机离线更换轴承大大缩减了时间和检修费用。
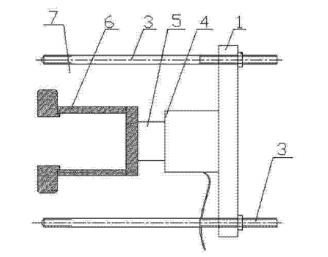
图1为本技术的结构示意图;图2为图1中顶板的结构示意图;图3为本技术的使用状态示意图;图中:I一顶板,2—螺杆孔,3—螺杆,4一液压机,5—推动杆,6—空心T形管件,7—空间。
具体实施方式
以下结合附图做进一步描述:一种用于圆盘给料机蜗杆轴承的安装装置:加工顶板1,并在顶板I上加工均匀布置的螺杆孔2,其个数与圆盘给料机上的螺孔数量相匹配即可,且螺杆孔2形成一个空间7,这个空间7的大小以能使空心T形管件6顺畅运动即可;螺杆3套装在螺杆孔2内并用螺母固定;将液压机4搁置或通过螺栓链接在顶板I上;液压机4的推动杆5与空心T形管件6邻接。空心T形管件6的孔的大小能使圆盘给料机的蜗杆顺畅进入即可,即两者为间隙配合。同时,空心T形管件6的外径与轴承箱的内径有间隙,即两者也为间隙配合。使用原理使用时,先将借助圆盘本体上的螺孔,将螺杆3与圆盘本体连接,再将空心T形管件6及推动杆5置于空间7内,将蜗杆轴承置于空心T形管件6内,启动液压机4,使推动杆5顶住空心T形管件6并推动空心T型管 件6移动,即进行轴承装配。
设计要求
1.一种用于圆盘给料机蜗杆轴承的安装装置,其特征在于:其主要由顶板、连接在顶板上的螺杆、设置在顶板上的液压机、与液压机连接的推动杆、与推动杆邻接的空心T形管件及空心T形管件上的轴承孔组成;在螺杆形成的空间内放置空心T形管件,推动杆顶住空心T形管件。
2.如设计要求1所述的一种用于圆盘给料机蜗杆轴承的安装装置,其特征在于:顶板上设有与螺杆个数相同的螺杆孔。
3.如设计要求1所述的一种用于圆盘给料机蜗杆轴承的安装装置,其特征在于:空心T形管件与蜗杆的直径为间隙配合。
4.如设计要 求1所述的一种用于圆盘给料机蜗杆轴承的安装装置,其特征在于:螺杆在顶板上为均匀分布,其数量与圆盘给料机上的螺孔数量相匹配。
实用摘要
一种用于圆盘给料机蜗杆轴承的安装装置,其主要由顶板、连接在顶板上的螺杆、设置在顶板上的液压机、与液压机连接的推动杆、与推动杆邻接的空心T形管件及空心T形管件上的轴承孔组成;在螺杆形成的空间内放置空心T形管件,推动杆顶住空心T形管件。本技术能避免整体更换圆盘给料机及人工清理料仓上方约300吨积矿,结构简单,现场装配轴承仅需要6个小时,比圆盘给料机离线更换轴承大大缩减了时间和检修费用。
